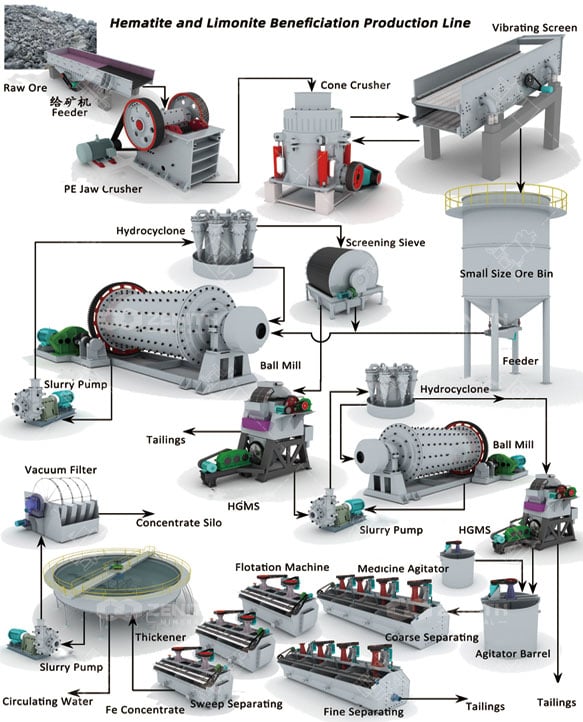
Hematite and Limonite Beneficiation Production Line
Hematite (Fe₂O₃) and limonite (a hydrous iron oxide) are pivotal iron ore sources for steel production, yet their beneficiation demands tailored processes to overcome challenges like fine-grained dissemination, complex mineralogy, and gangue intergrowth.
Hematite and limonite beneficiation focuses on upgrading iron content while rejecting gangue minerals (e.g., quartz, silicates, aluminosilicates). The production line integrates crushing, grinding, classification, magnetic separation, flotation, and dewatering, designed to address the ores’ inherent characteristics: fine-grained mineral liberation, variable magnetism (hematite is weakly magnetic; limonite is often non-magnetic), and gangue association. This integration ensures selective enrichment of iron minerals, optimizing both metallurgical recovery and economic viability.
1. Crushing Section: Reducing Ore Size for Subsequent Processing
The journey of hematite and limonite begins in the crushing section, where raw ore is reduced from bulky lumps to manageable particles. This stage comprises three key pieces of equipment, each serving a specific role in size reduction.
- Vibrating Feeder: The raw ore is first fed into the production line via a vibrating feeder. This equipment ensures a uniform, continuous flow of ore into the primary crusher, preventing bottlenecks and optimizing crusher efficiency. Its vibrating mechanism eliminates material blockages, making it suitable for the uneven sizes of mined hematite and limonite ore.
- Primary Jaw Crusher: The PE jaw crusher acts as the first stage of size reduction. It employs a jaw-like mechanism to crush ore from sizes exceeding 100 mm down to 10–30 mm. Jaw crushers are ideal for hematite and limonite due to their robust design, ability to handle hard and abrasive materials, and low maintenance requirements. The compressive force exerted by the jaws fractures the ore, preparing it for secondary crushing.
- Secondary Cone Crusher: After primary crushing, the ore enters a cone crusher. This equipment uses a rotating cone within a fixed concave to further reduce ore size to 5–15 mm. Cone crushers excel at producing uniformly sized particles, a critical factor for efficient grinding in subsequent stages. For hematite and limonite, which may have variable hardness, the cone crusher’s adjustable crushing cavity ensures consistent performance.
- Vibrating Screen: Post-crushing, a vibrating screen classifies the ore into two streams: oversized particles (returned to the cone crusher for re-crushing) and qualified particles (sent to the grinding section). This closed-circuit crushing loop guarantees that all ore entering grinding meets the required size specification, minimizing energy waste in the mill.
2. Grinding Section: Liberating Iron Minerals from Gangue
Grinding is a pivotal stage in hematite and limonite beneficiation, as it liberates iron-bearing minerals from gangue by reducing particles to a size where minerals exist as discrete grains. This section relies on ball mills and hydrocyclones to achieve the desired fineness.
- Ball Mill: The ball mill is a cylindrical device filled with steel balls that grind ore through impact and attrition. Hematite and limonite ore, now ~5–15 mm, are fed into the ball mill, where they are reduced to -200 mesh (≈74 μm) or finer. The mill’s rotational speed and ball charge are optimized to balance grinding efficiency and energy consumption. For limonite, which is more porous and friable than hematite, the mill operates at a slightly lower intensity to avoid over-grinding, which can lead to slime formation and metal loss.
- Slurry Pump: After grinding, the ore slurry is transported by a slurry pump to hydrocyclones. These pumps are designed to handle abrasive, high-density slurries, ensuring reliable conveyance without excessive wear—a common challenge in iron ore processing.
- Hydrocyclone: Hydrocyclones classify the ground slurry into two fractions: coarse particles (returned to the ball mill for re-grinding) and fine particles (sent to the separation section). This classification step is crucial for hematite and limonite, as it ensures that only sufficiently liberated particles enter separation, while coarse, unliberated particles are reprocessed. The hydrocyclone’s efficiency is determined by factors like feed pressure, solids content, and apex size, all of which are calibrated for the specific ore characteristics.
- Screening Sieve (Optional, for Slag Removal): In some flowsheets, a screening sieve is inserted post-grinding to remove coarse slag or oversized gangue, further purifying the slurry before separation. This step is particularly useful when processing limonite, which often contains more clay and sludge.
3. Separation Section: Recovering Iron Concentrate
The separation section is where the “beneficiation” of hematite and limonite occurs, employing magnetic separation and flotation to isolate iron minerals from gangue. The choice of separation technology depends on ore properties: hematite, being weakly magnetic, often requires a combination of magnetic separation and flotation, while limonite may rely more heavily on magnetic separation or gravity separation (though flotation is also common).
3.1 High-Gradient Magnetic Separator (HGMS)
High-gradient magnetic separators are pivotal for hematite and limonite beneficiation. These machines generate a strong magnetic field (up to 20,000 gauss) within a matrix of ferromagnetic wires or plates, enabling the separation of weakly magnetic iron minerals from non-magnetic gangue.
- Working Principle: As the ore slurry passes through the magnetic field, hematite and limonite particles (which possess slight magnetic susceptibility) are attracted to the matrix, while gangue minerals (e.g., quartz, feldspar) pass through. After the slurry exits the magnetic field, the captured iron particles are flushed into a concentrate stream, while tailings are discarded.
- Advantages for Hematite and Limonite: HGMS is ideal for these ores because it can recover fine, weakly magnetic particles that traditional magnetic separators would miss. For limonite, which often contains fine-grained iron oxides, HGMS ensures high recovery rates. The separator’s matrix design and magnetic field intensity are tailored to the ore’s magnetic properties—hematite typically requires a slightly lower intensity than limonite due to its higher iron content and stronger (albeit still weak) magnetism.
3.2 Flotation Process
Flotation complements magnetic separation, especially for hematite, by exploiting surface chemistry to separate minerals. This process involves:
- Agitator Barrel and Medicine Agitator: Prior to flotation, reagents (collectors, frothers, modifiers) are mixed with the ore slurry in an agitator barrel or medicine agitator. For hematite flotation, collectors like fatty acids (e.g., oleic acid) are used to attach to iron mineral surfaces, making them hydrophobic. Modifiers (e.g., sodium silicate) suppress gangue minerals, ensuring selective flotation.
- Flotation Cells (Coarse, Fine, and Sweep Separating): The flotation circuit consists of multiple cells arranged in stages:
- Coarse Separating: Roughly separates iron minerals from gangue, producing a primary concentrate and tailings.
- Fine Separating: Refines the coarse concentrate, removing remaining gangue.
- Sweep Separating: Recovers iron minerals from flotation tailings, maximizing metal recovery.
For hematite, flotation is often used when magnetic separation alone cannot achieve sufficient grade. Limonite flotation is less common but may be employed for ores with high clay content, where reagents can better disperse slimes and target iron minerals.
3.3 Circuit Integration
The separation section typically integrates HGMS and flotation in a sequential or parallel flow. For example, a common flowheet is:
Grinded Slurry → HGMS → Flotation (for residual iron in HGMS tailings) → Combined Concentrate
This integration ensures that both magnetic and non-magnetic (or poorly magnetic) iron particles are recovered, boosting overall yield.
4. Dewatering Section: Preparing Concentrate for Transport and Smelting
After separation, the iron concentrate slurry (typically 20–30% solids) must be dewatered to reduce moisture content (to <10–15%), making it suitable for storage, transport, and smelting.
- Thickener: The concentrate first enters a thickener, where gravity settles solid particles, producing a concentrated underflow (50–60% solids) and an overflow of recycled water. Thickeners are essential for reducing the volume of slurry entering the filter, minimizing filter load and water consumption.
- Vacuum Filter: The thickened concentrate is fed into a vacuum filter, which uses suction to draw water through a filter medium (e.g., cloth), leaving behind a solid iron concentrate. Vacuum filters are widely used in iron ore processing due to their reliability and ability to handle abrasive slurries. The filtrate (water) is recycled back to the process, reducing freshwater demand—a critical consideration for environmental sustainability and operational costs.
- Concentrate Silo: The dewatered iron concentrate is stored in a concentrate silo before being transported to steel mills or pelletizing plants. For hematite and limonite, the final concentrate typically meets grades of 60–68% Fe, depending on the ore quality and process efficiency.
5. Tailings Management: Environmental and Economic Considerations
Tailings, the waste material from separation, require proper management. In the hematite and limonite production line, tailings consist of gangue minerals and unrecovered iron particles.
- Tailings Disposal: Tailings are often pumped to tailings ponds, where they settle and dewater. Some operations reclaim water from these ponds for reuse in the process, further enhancing water efficiency.
- Tailings Re-processing: In recent years, advances in beneficiation technology have made tailings re-processing economically viable. Some plants reprocess tailings to recover residual iron, reducing waste and increasing overall resource utilization. For example, limonite tailings with even low iron content can be reprocessed using more sensitive magnetic separators or bioleaching techniques, though such practices add complexity and cost.
6. Process Optimization and Innovation
To remain competitive, hematite and limonite production lines continuously evolve through process optimization and technological innovation.
- Automation and Control Systems: Modern plants employ PLC (Programmable Logic Controller) and DCS (Distributed Control System) to monitor and control equipment parameters. Automation ensures consistent performance, reduces human error, and enables real-time adjustment to ore variability.
- Energy Efficiency: Grinding and crushing account for the majority of energy consumption in the production line. Innovations like high-pressure grinding rolls (HPGRs) and stirred mills are being tested as alternatives to traditional ball mills, offering lower energy use and finer grinding capabilities—particularly beneficial for limonite, which requires fine liberation.
- Reagent Development: For flotation, new collectors and modifiers are being developed to improve selectivity and reduce chemical consumption. This is especially relevant for hematite flotation, where reagent costs and environmental impact are key concerns.
The hematite and limonite beneficiation production line is a sophisticated, multi-stage process that transforms low-grade ore into high-quality iron concentrate. From crushing and grinding to separation and dewatering, each stage is optimized to handle the unique properties of these iron ores. As global demand for steel continues to grow, and ore grades decline, the efficiency, sustainability, and innovation of such production lines will remain critical.






